In recent years, the demand for organic fertilizer has continued to rise, and many practitioners have shifted from small-batch processing for self-use to large-scale production. However, the equipment matching logic is completely different for projects with different capacities. Blindly following trends and choosing high-end equipment or choosing low-end equipment to save money can easily lead to cost waste or insufficient capacity. Matching the appropriate machine model to your own positioning is the core of stable profitability for your project.
For small-scale projects with an annual production capacity of less than 5,000 tons, such as family farms or small cooperatives for self-use, a basic organic fertilizer machine can fully meet the needs. This type of organic fertilizer equipment integrates basic crushing, mixing, and simple fermentation auxiliary functions. It has a small footprint, low operating threshold, and can process farm waste such as livestock and poultry manure and crop straw on-site. The powdered organic fertilizer produced can fully meet self-use and local small-scale supply. The input cost is low, and the payback period is fast, making it very suitable for projects starting with light assets.
For medium-capacity projects with an annual production capacity of 10,000-30,000 tons, supplying in bulk to the local area and surrounding regions, it is necessary to upgrade to a complete set of organic fertilizer manufacturing machines. These organic fertilizer manufacturing units cover the entire process, including fermentation and turning, material crushing, screening, and conveying. The standardized production process ensures consistent product quality, and daily production capacity can meet the needs of regular batch shipments. They are suitable for stable supply models to distributors and planting bases, making them the mainstream choice for mid-capacity projects.
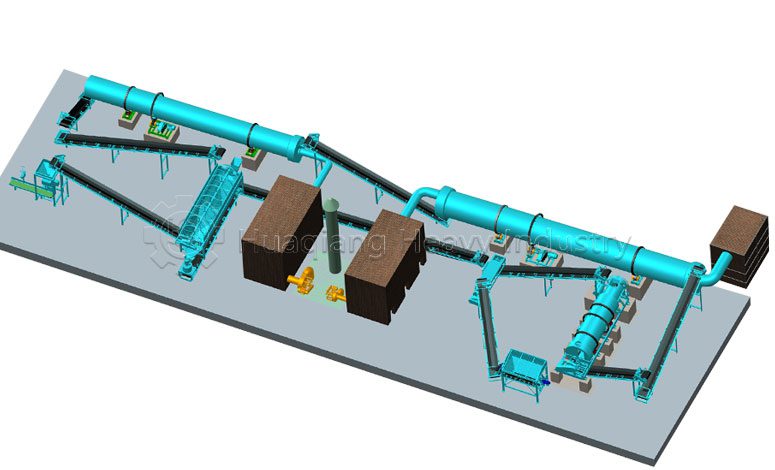
For medium to large-scale projects with an annual production capacity of over 30,000 tons, focusing on branded commercial fertilizers, a core organic fertilizer granulation machine is essential. This machine processes well-rotted powdery raw materials into granules of moderate hardness and uniform size. Granulated fertilizer is less prone to clumping, easier to store and transport, and has a much higher market acceptance and premium potential than powdered fertilizer. It can seamlessly integrate with the complete manufacturing unit to form a complete commercial production line, supporting cross-regional sales and branded operations.
In conclusion, organic fertilizer projects should not blindly pursue large and comprehensive configurations. Small-scale production should choose basic equipment, medium-scale production should use standardized manufacturing units, and commercial projects should add granulators. Selecting equipment that aligns with the project’s capacity positioning is crucial for achieving the optimal balance between investment and returns.
